Lưu ý: Để in, vui lòng bấm vào ở đây.
Một trong những công việc quan trọng nhất trước khi chế tạo một bộ phận lắp ráp là tính toán chính xác chiều dài chính xác mà ống và bện phải được cắt, hay còn gọi là cụm ống “cắt chiều dài”. Chiều dài cắt ống là chiều dài tổng thể của cụm lắp ráp (OAL) trừ đi tổng chiều dài của tất cả các phụ kiện được hàn hoặc luồn vào cụm.
Dưới đây là một số kiểu lắp ráp phổ biến nhất:
- Loại A - Một bộ phận lắp ráp có một đoạn ống thẳng và một khớp nối rắn (không xoay) được hàn mỗi đầu.
- Loại B - Cụm có một đoạn ống thẳng và một khớp nối rắn (không xoay) được hàn mỗi đầu và một phụ kiện có ren bổ sung (chẳng hạn như liên kết ống hoặc mặt bích có ren) được ren vào một hoặc cả hai, của các phụ kiện được hàn.
- Loại C - Bộ phận lắp ráp có một đoạn ống thẳng và một khớp nối khuỷu được hàn vào một hoặc cả hai đầu cụm.
- Loại D - Một bộ phận lắp ráp có một đoạn ống thẳng và một bộ phận phụ xoay (chẳng hạn như JIC) được hàn vào một hoặc cả hai đầu lắp ráp.
- Loại E - Một cụm có hai đoạn ống được nối với nhau bằng một khuỷu góc (45 ° hoặc 90 °). (Còn được gọi là lắp ráp "chân chó").
Trong Bản tin này, chúng ta sẽ xem xét cách tính toán "chiều dài cắt" của ống cho các cụm loại A, B, C và D.
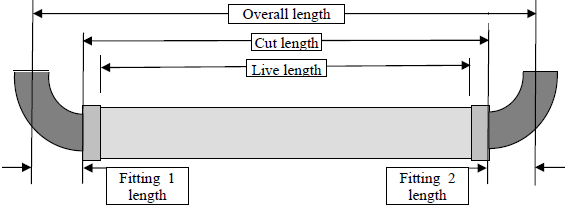
Loại A - Lắp ráp với một đoạn ống thẳng và một khớp nối rắn (không xoay) được hàn mỗi đầu.
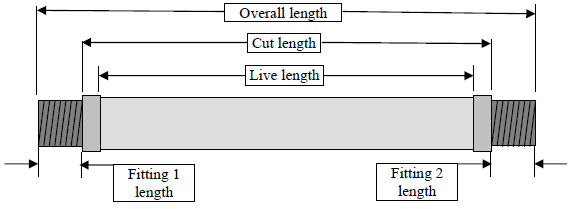
Ở đâu:
- Chiều dài tổng thể (OAL) = Tổng chiều dài của cụm
- Chiều dài cắt = Chiều dài mà ống và bện được cắt trước khi chế tạo lắp ráp
- Chiều dài sống = Chiều dài của ống giữa các mép trong của vòng cổ bện. Đây là phần của ống thực sự có thể di chuyển để chịu sự uốn cong và rung động của lắp ráp trong quá trình sử dụng.
- Chiều dài khớp 1 = Tổng chiều dài của khớp nối trên đầu lắp ráp 1
- Chiều dài khớp nối 2 = Tổng chiều dài của khớp nối trên đầu lắp ráp 2
Để tính toán chiều dài cắt ống cho cụm loại A, chúng ta cần:
1. Xác định chiều dài Lắp 1.
2. Xác định chiều dài Lắp 2 và
3. Tính chiều dài cắt ống = OAL - (Chiều dài lắp 1 + Chiều dài phù hợp 2)
Thí dụ: OAL theo yêu cầu của khách hàng = 24 ″
Phù hợp với 1 chiều dài = 3 ″
Phù hợp 2 chiều dài = 2-1 / 2 "
Chiều dài cắt ống = 24 - (3 "+ 2-1 / 2") = 18-1 / 2 "
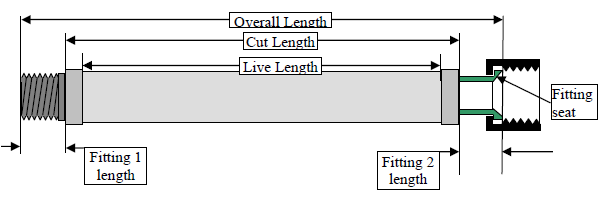
Loại B - Cụm có một đoạn ống thẳng và một khớp nối rắn (không xoay) được hàn mỗi đầu và một phụ kiện có ren bổ sung (chẳng hạn như liên kết ống hoặc mặt bích có ren) được ren vào một hoặc cả hai, của các phụ kiện được hàn.
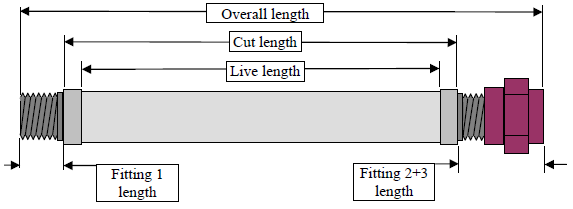
Ở đâu:
- Chiều dài khớp 2 + 3 = Tổng chiều dài của khớp 2 + khớp 3, được ren chặt chẽ với nhau
Để tính toán chiều dài cắt ống cho cụm loại B, chúng ta cần:
1. Xác định chiều dài Phù hợp 1
2. Xác định chiều dài Khớp 2 + 3 bằng cách luồn chặt các phụ kiện lại với nhau và đo tổng chiều dài
3. Tính chiều dài cắt ống = OAL - (Chiều dài lắp 1 + Chiều dài lắp 2 + 3)
Thí dụ: OAL theo yêu cầu của khách hàng = 24 ″
Phù hợp với 1 chiều dài = 3 ″
Phù hợp chiều dài 2 + 3 = 4-1 / 2 "
Chiều dài cắt ống = 24 - (3 "+ 4-1 / 2") = 16-1 / 2 "
Loại C - Loại C - Lắp ráp với một đoạn ống thẳng và một khớp khuỷu ở một hoặc cả hai đầu.
Ở đâu:
- Chiều dài khớp nối 1 = Tổng chiều dài của khớp nối trên đầu lắp ráp 1, được đo từ đầu khuỷu tay đến đường tâm của đầu ống nối kia
- Chiều dài khớp nối 2 = Tổng chiều dài của khớp nối trên đầu lắp ráp 2, được đo từ đầu khuỷu tay đến đường tâm của đầu ống nối kia
Để tính toán chiều dài cắt ống cho cụm loại C, chúng ta cần:
1. Xác định chiều dài Phù hợp 1
2. Xác định chiều dài khớp nối 2
3. Tính chiều dài cắt ống = OAL - (Chiều dài lắp 1 + Chiều dài phù hợp 2)
Thí dụ: OAL theo yêu cầu của khách hàng = 24 ″
Phù hợp với 1 chiều dài = 3 ″
Phù hợp 2 chiều dài = 3 "
Chiều dài cắt ống = 24 - (3 ″ + 3 ″) = 18 ″
Loại D - Loại D - Cụm lắp ráp có một đoạn ống thẳng và một phụ kiện xoay (chẳng hạn như JIC) được hàn vào một hoặc cả hai đầu cụm.
Ở đâu:
- Chiều dài khớp 1 = Tổng chiều dài của khớp nối trên đầu lắp ráp 1
- Chiều dài khớp nối 2 = Tổng chiều dài của khớp nối trên đầu lắp ráp 2
Để tính toán chiều dài cắt ống cho cụm loại D, chúng ta cần:
1. Xác định chiều dài Phù hợp 1
2. Xác định chiều dài khớp nối 2
3. Tính chiều dài cắt ống = OAL - (Chiều dài lắp 1 + Chiều dài phù hợp 2)
Thí dụ: OAL theo yêu cầu của khách hàng = 24 ″
Phù hợp với 1 chiều dài = 3 ″
Phù hợp 2 chiều dài = 3 "
Chiều dài cắt ống = 24 - (3 ″ + 3 ″) = 18 ″
Chúng ta sẽ xem xét cách tính toán "chiều dài cắt" của ống cho cụm loại E - với hai phần ống được nối với nhau bằng một khuỷu góc (45 ° hoặc 90 °) trong Bản tin Kỹ thuật tiếp theo.
Nếu bạn có bất kỳ câu hỏi hoặc nhận xét nào, xin vui lòng liên hệ chúng tôi.
Để in, vui lòng nhấp vào ở đây.