Considerations on Managing High Flow Velocity with Interlocked Liners
Note: To print this bulletin on interlocked liners, please click here.
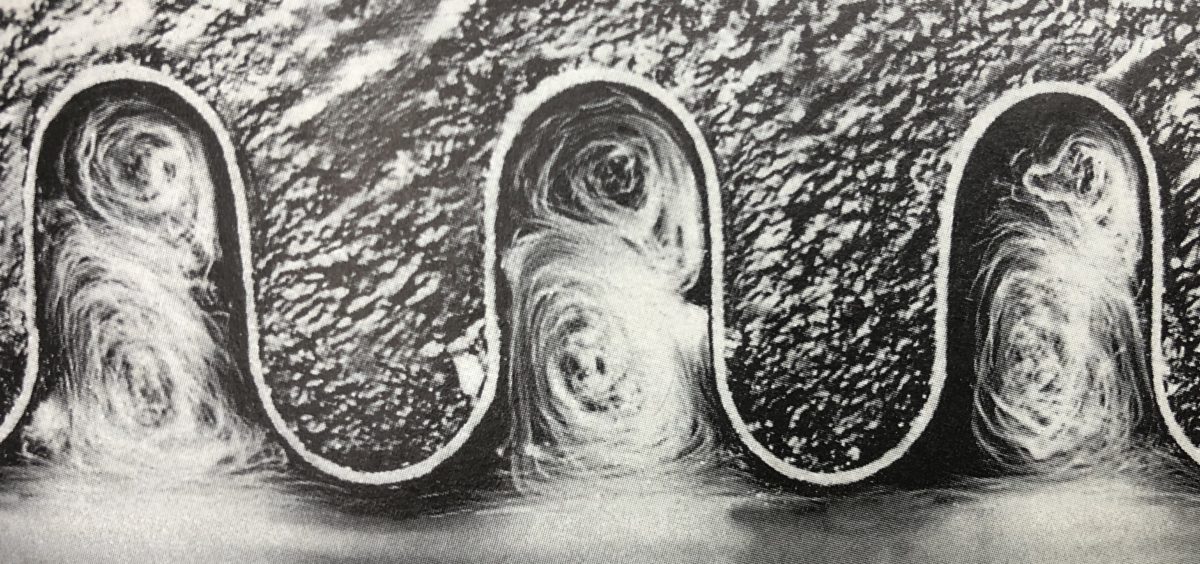
High flow velocity can cause high frequency vibrations. Under such circumstances, corrugations may move all over—from both “inside and out” as they are all connected—leading to cracks in over-stressed zones. Neither the crests nor valleys of the corrugations are protected from this kind of stress.
Flow Velocity
To avoid circumferential cracks, we have maximum recommended velocities for gas and liquid flowing through the hose. The rates are determined not only by the type of media but also by the configuration of the assembly. The following table comes to us from NAHAD Metal Design Guide, Section 5 – Liner to Handle High Media Velocity.
Maximum Recommended Flow Velocity
| Unbraided | Braided | |||
| Configuration | Dry Gas | Liquid | Dry Gas | Liquid |
| Straight | 100 ft/s | 50 ft/s | 150 ft/s | 75 ft/s |
| 45° Bend | 75 ft/s | 40 ft/s | 115 ft/s |
60 ft/s |
| 90° Bend | 50 ft/s | 25 ft/s | 75 ft/s | 40 ft/s |
| 180° Bend | 25 ft/s | 12 ft/s | 38 ft/s | 19 ft/s |
These recommendations come to us from NAHAD, but it is worth noting that there are other international bodies with different limits. For instance, the British Standard 6501 lists the maximum flow velocity for gas in a straight run of hose at 60 m/s, or 197 ft/sec. On the other hand, ISO 10380 lists the maximum at 30 m/s, or 98 ft/sec for gas.
When flow velocity exceeds the maximum recommended rate, we suggest lowering the velocity by using a larger diameter hose with reducers at each end of the hose to connect it to the piping system.
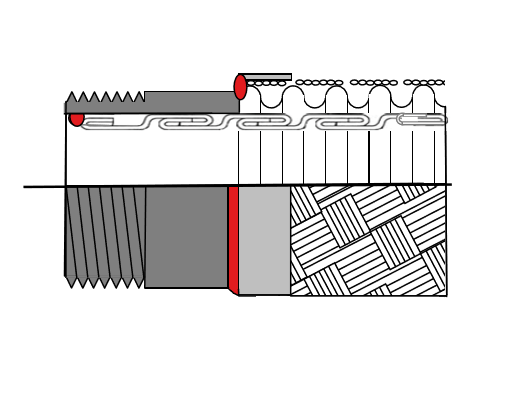
When this is not practical, an interlocked hose can be placed inside the corrugated hose as a liner. The interlocked liner helps prevent turbulence from high velocity flow from creating vibration in the corrugations. High frequency vibration of the corrugations could lead to circumferential cracking and—thus—assembly failure.
Usually, the flow liners are welded to the end fittings or near the end cap welds. On long assemblies, consideration should be given to the state of the interlocked hose (whether it should be mid-state or closer to fully extended). Some designers may weld the liner only on the in-coming end and allow the liner to extend into the inside of a pipe end on the outlet side to avoid any impact that variable high velocity flow could have on the end connection weld.
Construction of Hose Assembly with Interlocked Liner
How High Can Velocity Go with a Liner?
There is no mention of maximum flow velocities for hoses with a liner, but there is a general consensus within the metal hose industry that staying within 2 – 2.5 times the unlined hose limits is prudent. Velocities in excess could likely result in damage to the liner.
There are several considerations when taking the approach to add interlocked liners which Penflex Director of Quality and Engineering Janet Ellison discusses in the video below.
If you have concerns about flow velocity in a hose assembly or want to know whether your assembly requires an interlocked liner, please contact us.
To print, please click here.