How Liquid Penetrant Inspection (PT) Works
Liquid Penetrant Inspection (PT) is a nondestructive testing (NDT) method to identify surface defects so small they might be missed by the human eye.
When it comes to metal hose assemblies and expansion joints, PT allows us to find discontinuities that could undermine structural integrity or serve as points of chemical attack.
Since PT works on any non-porous material and can be done in several different ways, as well as being an easy process requiring minimal equipment, it is a widely used inspection method.
Step-by-Step: Liquid Penetrant Inspection
Regardless of which type of penetrant is used, the steps are similar.
- Pre-clean surface. The metal surface must be free of all contaminants that could prevent penetrant from seeping into defects.
- Apply penetrant and wait. Whether the penetrant is brushed or sprayed on—or the component is dipped into it—any cracks in the metal surface will “pull” penetrant inside during “dwell” time.
- Clean surface of excess penetrant. This needs to be done with care so as not to remove penetrant from the defect.
- Apply developer. A wet or dry developer is applied to the entire metal surface to draw penetrant from defects and bring it to the surface.
- Assess results. Penetrant magnifies any discontinuities—in essence being the “X” that marks the spot—making those surface defects easier to see. The contrast under blacklight using fluorescent penetrant or the contrast of red dye on white developer using a visual penetrant makes the discontinuities all the more apparent.
PT with Fluorescent Penetrant
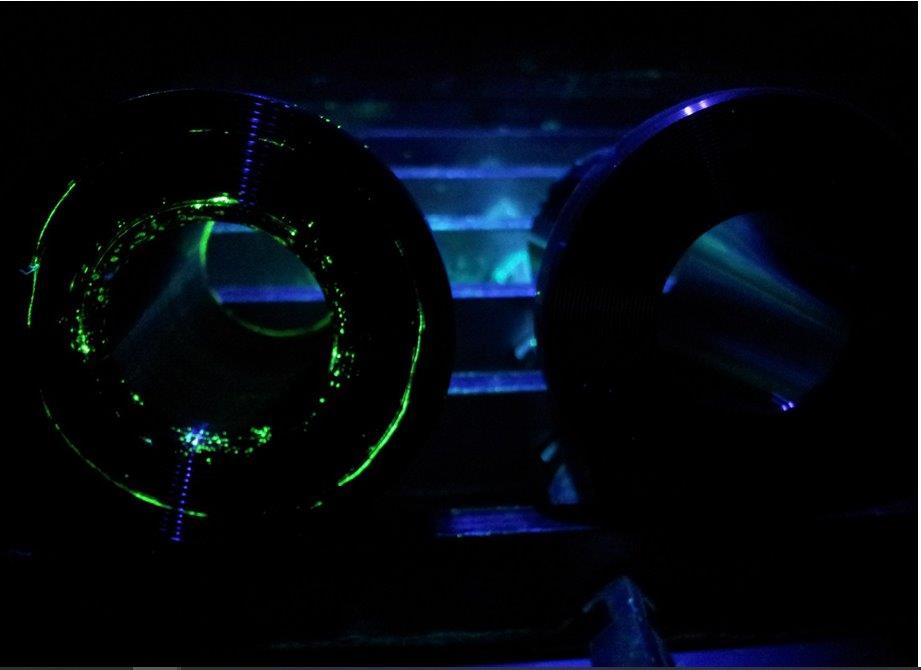
Fluorescent penetrants contain dye that glows when exposed to UV blacklight—we use a ZYGLO fluorescent penetrant with Level 3 sensitivity. Fluorescent penetrant is a more sensitive system than one using visible penetrants.
In the image below, you can see defects on a flanged bearing exposed under ZYGLO testing. Any components that do not pass PT are scrapped and new components are made and tested to complete an order.
PT with Visible Penetrant
Visible penetrants contain red dye that is easily distinguished against the background of a white developer.

Using PT to Proactively Improve Processes
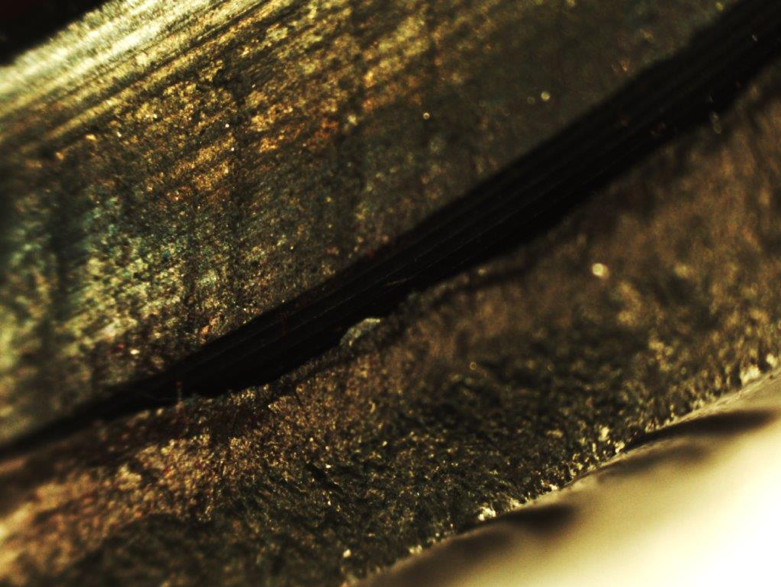
Beyond identifying surface discontinuities, the irregularities uncovered can serve as an indication of poor welding technique. For instance, a visible penetrant was used to uncover the cracks in a failed hose assembly later magnified under a microscope below.
We can see a lack of fusion, incomplete penetration of the weld joint, a concave weld profile, improper weld size, and off-center weld placement, all of which resulted in the weld becoming a pivot for vibration.
 |  |
If further analysis is done off the back of liquid penetrant inspections, proactive steps can be taken to improve welding procedures.
Liquid Penetrant Inspection at Penflex
Penflex carries out PT inspections at our lab in Gilbertsville, PA. We are SNT-TC-1A qualified and comply with ASME V, Article 6, ASME B31.3 and ASME B31.1 PT requirements. We also meet AWS D1.1 NDT requirements. Our on-site CWI, CWE, and NDE Dave Gregor will tell you a bit more in the video below.
